An industrial dust collector is an engineered system that captures airborne dust and other fine particulates from the air within the processing and industrial facilities. This is fundamental for operational safety, product integrity, and regulatory compliance.
Dust collectors are especially critical in sensitive sectors such as food processing, where the risks of airborne particles are magnified. In these environments, uncontrolled dust can lead to severe consequences, including safety risks from explosions, consumer health issues, the spread of dangerous allergens, and failure to meet stringent hygiene standards.
To effectively mitigate these serious risks, a dust collector relies on a series of interconnected parts working in concert. To truly grasp how this engineered solution functions, then, requires an examination of its core components.
Core Components of an Industrial Dust Collection System
A well-designed industrial dust collection system functions through the seamless integration of several core components that work together to capture, filter, and remove contaminants. This continuous process creates a cycle that ensures clean air is returned to the facility or exhausted outside.
1. Ductwork
The first component of any dust collection system is the expertly engineered ductwork. This network of pipes acts as the critical pathway, transporting contaminated air from single or multiple source points to the central collector.
The proper sizing and design of this ductwork are paramount for the system’s performance. The design process begins by calculating the required airflow volume, measured in cubic metresper second(m3/s). It must also incorporate the physical layout, including the number of machines serviced and the total length of the pipe runs. Perhaps most critically, the design is dictated by the nature of the particulates themselves, whether they are fine powders, heavy pellets, or sticky materials.
Beyond sizing, the ductwork’s configuration must be meticulously planned. The layout should be designed to maximise dust pick-up at the source and minimise static pressure losses throughout the system to ensure consistent airflow. Ultimately, a well-designed ductwork configuration prevents clogs and particle drop-out, which is essential for both efficient dust containment and the reduction of potential fire hazards within industrial air handling systems.
2. Industrial Fans and Blowers
The industrial fan or blower is the engine driving the entire dust collection system, generating the powerful airflow and suction needed to move contaminated air.
Selecting the correct type of engine, typically between a centrifugal or axial fan, is a critical design decision that dictates the system’s overall performance. The system’s resistance primarily determines which type of industrial fans and blowers you should choose for your system. This selection must also account for the required airflow and the physical properties of the dust being handled and collected.
Centrifugal fans are essential for high-pressure applications, such as forcing air through ductwork and filters, whereas axial fans excel at moving high volumes of air with minimal obstruction for tasks like general ventilation. Therefore, choose a centrifugal fan for demanding applications like dust collection and material conveying, and an axial fan for general air exchange and cooling.
3. Dust Filters
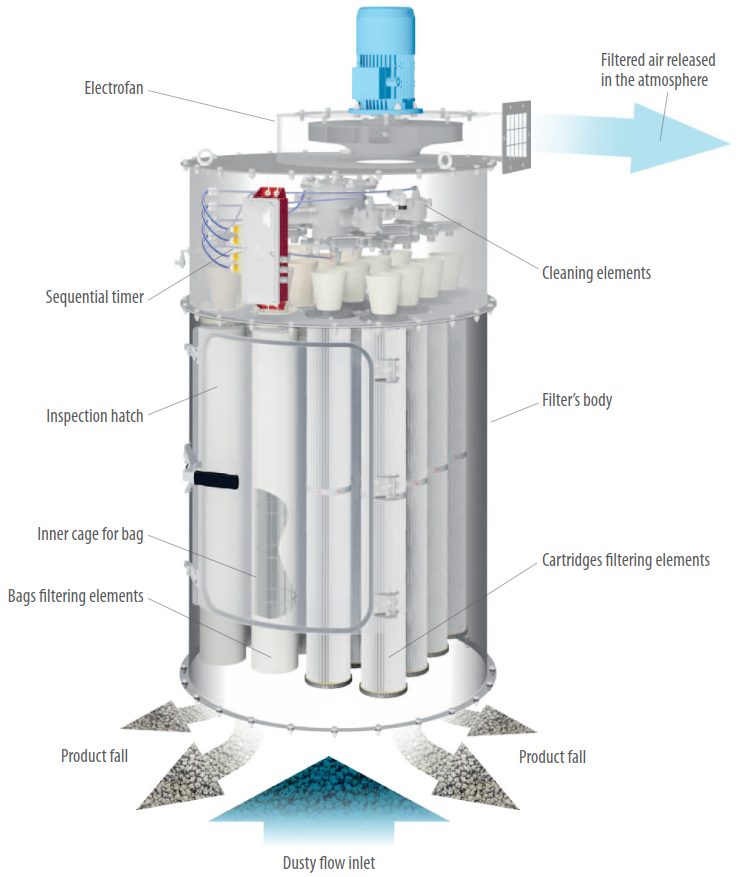
Once inside the collector, the contaminated air reaches the industrial dust filtration system, which is the heart of the entire machine. The system utilises different types of filter media, such as bag filters or cartridge filters, which perform the critical task of physically trapping dust particles while allowing clean air to pass through.
The overall efficiency of this stage will depend on selecting the right filter. For specialised food processing solutions, where product purity is paramount, choosing the appropriate material and the correct micron rating becomes especially vital. This is because microscopic airborne contaminants from raw materials and processing activities pose a significant dual threat: they can endanger consumer health by introducing pathogens or causing severe cross-contact with allergens, and they also compromise the product’s integrity by altering its intended taste, texture, and shelf life.
Therefore, maintaining this level of purity is crucial for protecting consumer health, upholding brand reputation, and complying with stringent food safety regulations.
4. Filter Cleaning Systems
An automated cleaning system is vital for maintaining the long-term performance of a dust collector and preventing its filters from clogging. These industrial systems utilise technologies such as pulse-jet or reverse-air blasts to periodically dislodge accumulated dust.
Rather than operating on a fixed timer, these cleaning cycles are intelligently managed by controllers that use pressure sensors to monitor build-up in real time. This ensures cleaning is initiated precisely when required, conserving energy and maximising the filter’s operational life.
5. Dust Collection Receptacles
The final stage of the process is the safe collection and disposal of the filtered dust.
After being dislodged from the filters, the particles settle into a designated receptacle. The choice of receptacle can range from simple, manually emptied drums or bags for smaller applications to more integrated and automated solutions like rotary airlocks and screw conveyors for continuous operations.
In industrial systems handling combustible or hazardous particles, these disposal mechanisms are always engineered with critical safety features, such as explosion isolation or suppression, to mitigate risk.

Why Dust Collection Matters in Industrial Facilities
Implementing an effective industrial dust collection system is fundamental to modern processing, addressing critical priorities that extend far beyond simple cleanliness. A properly designed dust collection system directly impacts every key area of your operation:
- Workplace Health and Safety: It significantly reduces the risk of respiratory illnesses caused by inhaling airborne particulates.
- Fire and Explosion Mitigation: It safely captures and contains combustible dust, preventing the conditions that can lead to devastating fires or dust explosions.
- Operational Efficiency: It protects sensitive food manufacturing equipment from abrasive dust, which in turn reduces maintenance costs, minimises unplanned downtime, and safeguards product quality.
- Regulatory Compliance: It is essential for meeting and exceeding the stringent workplace safety and environmental standards (e.g.: ATEX, HazLoc, or IECEx)set by national and international regulatory bodies.
- Hygienic Control: In food-grade environments, it plays a vital role in preventing cross-contamination, controlling allergens, and ensuring the final product meets the highest purity standards.
Customising Dust Collection for Your Facility
Standard solutions are rarely sufficient for the unique demands of modern processing facilities. This is why understanding how an industrial dust collector works is the first step toward implementing a solution tailored to your specific needs. The most effective systems are customised for particular processes and are often integrated with existing pneumatic conveying equipment.
At Pneu Powders Systems, we specialise in the design and supply of these bespoke systems. With years of experience serving clients across ASEAN, from small and medium-sized enterprises (SMEs) to multinational corporations, we provide comprehensive, end-to-end food manufacturing solutions. Our approach ensures uncompromised quality at a fair price, with every design personally reviewed by our director to guarantee a professional touch.
Partner with us to develop a dust collection system that meets your facility’s precise hygiene, safety, and operational goals.